

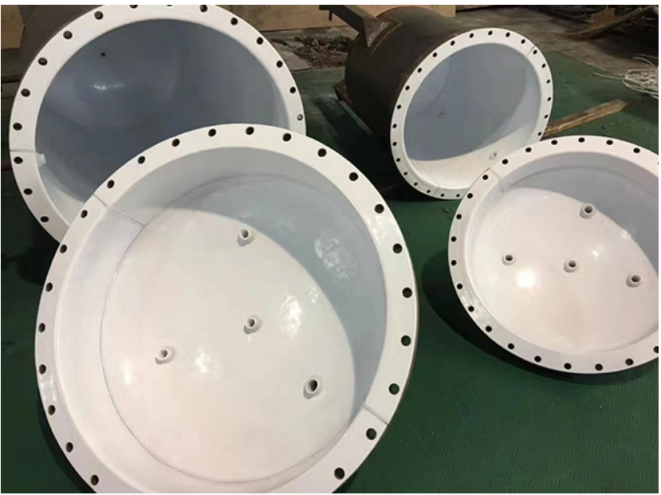


内衬聚四氟乙烯
依据:聚四氟乙烯村里设备标准(HG20536-93》
聚四氮乙烯F4具有优异的耐独性和耐温性、但由于其物 理机械性能的限制,故不能做结构材料而只能作衬里用,聚四氨乙烯内村分为紧衬和松衬两种方法。焊接都采用热 压搭接焊方法为佳。原因是搭接焊焊缝强度系数高于其他焊接方法。
紧衬法是使聚四氟乙烯板材表面经活化处理后或采用聚四氟乙常板材表面复合其它材料如玻璃纤维等,采用粘接剂与基体粘合而成。因此,粘接剂必须与四氟具有相同的耐蚀性和耐温性,且要具有一定的粘接强度(一般认为该粘 接件的剪应力>35Nmm²,剥离强度5N/mm(宽度),尤其是要在使用温度下或温度变化温差较大)频繁时仍能保持粘接性能。
工艺流程
1.工件的检查及处理,受衬设备制造完毕后对内表面进行 焊缝打磨,做到焊缝无气泡无真空,并把基材表面的毛刺 尖角及焊渣打磨干净。遵守标准如下;衬里设备金属壳体除遵守GB151,JB2880及HGJ33标准,还应遵守HG 20536-93中的衬里设备结构设计,受衬面平整光滑,所有转角部位应呈圆弧过渡,圆弧半径> 3mm。
2.打砂除锈,把除完油质的设备表面进行喷砂除锈,喷砂执行GB8923标准中的Sa2.5级要求。
3.购买的四氟板,除必须选用符合标准ZBG33002外其板材密度还要≥2.16g/m³。示意如下:聚四氟乙烯是高分子 材料,具有“要吸收少量与它接触的气体或液体”的特性,温度升高,材料体积膨胀,分子之间空隙增大,这种渗透吸收就加剧,只有话当增加厚度才能减少渗透,因此 要用一定厚度的板材来作衬里,以弥补这一缺陷。为保证衬里的使用效果,国外一般采用2~3mm以上的板材。但为保证使用寿命,规定了板厚不小于3mm。(具体厚度可由客户指定)另外,有数据表明,聚四氟乙烯密度越大渗透系数越小,它们之间有线性关系。国内目前一般认为衬里用板材密度宜选用小于2.16g/m3。
4.四氟板卷制及焊接前进行完好性试验,焊接表面去除杂质油 污,采用热压搭接焊执行HG20536-93搭接宽度不得小于 20mm,其焊缝强度不低于母材强度的85%,强度试验方法按 GB1040标准规定,焊接完后再进行外表面粗糙化,遍用 布轮磨光片对四氟板外表面进行打毛,采用特殊钢丝结合设备 长度进行等距缠绕,钢丝缠绕在用四氟板卷制好的筒体上,对 缠好钢丝的四氟筒体用可热塑成形的(聚全氟乙丙烯即F46) 进行缠绕复合。
5.高温复合,把常温复合好的四氟筒体及其他工件放入电炉内 高温热塑复合成形。
6.出炉后常温冷却,不得急剧降温,冷却后的筒体衬入碳钢壳 体内,密封面进行翻边处理,为保证翻边质量转角处半径不得<3mm。
7.检验方法:
7.1水压试验;受衬设备必须与1.5倍设计压力进行水压试验,
并保持0.5小时。执行标准GB/T23711.6-2009
7.2完好性试验;电火花检测,执行标准GB/T23711.1-2009。
7.3强度试验;执行标准GB1040 8.衬层同一位修补次数不允许超过3次,修补3次仍不合格,强制报废。


